Nachhaltige Lebensmittel
Alfa Laval wurde auf der Grundlage einer nachhaltigen Lebensmittelproduktion gegründet, und jeden Tag setzen wir aktiv nachhaltige Abläufe in allen Lebensmittelindustrien in die Realität um. Unsere innovativen Lösungen wurden als Reaktion auf den Fokus der Lebensmittelhersteller entwickelt, die Verarbeitung von Rohstoffen zu verbessern, höhere Erträge bei geringerem Wasser- und Energieverbrauch zu erzielen.
Wir erforschen und realisieren das Upcycling-Potenzial von Nebenprodukten, die derzeit noch nicht voll ausgeschöpft werden. Die kontinuierliche Weiterentwicklung unserer Lösungen verschiebt die Grenzen des technisch Machbaren und ermöglicht es Lebensmittelherstellern, mit den gleichen oder im Idealfall sogar mit weniger Ressourcen viel mehr Lebensmittel herzustellen.

Vom Erzeuger auf den Teller
Die Lösungen von Alfa Laval unterstützen große Teile der Wertschöpfungskette für Lebensmittel und Getränke mit einem vorherrschenden, aber nicht ausschließlichen Fokus auf Verarbeitung, Wiederverwendung und Wasser.

Ein globaler Vorstoß für nachhaltigere Lebensmittel
In weniger als einer Generation wird die Welt bis zu 70 Prozent mehr gesunde, nahrhafte und erschwingliche Lebensmittel für eine wachsende Bevölkerung benötigen – und im Idealfall werden sie mit viel weniger Energie, Wasser und Rohstoffen produziert. Doch in den letzten Jahren haben die Vereinten Nationen bei der Förderung der nachhaltigen Entwicklung bei der Erreichung ihres Ziels Nummer 2 "Kein Hunger" keine zufriedenstellenden Fortschritte erzielt.
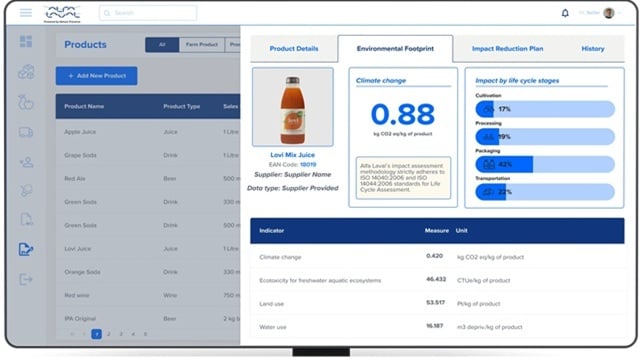
In der Zwischenzeit reagieren globale Lebensmittelproduzenten auf die Präferenzen der Verbraucher nach nachhaltigen Lebensmitteln, indem sie den ökologischen Fußabdruck ihrer gesamten Lieferkette minimieren – vom Erzeuger bis zum Verbraucher. Und seit der Geltungsbereich der wissenschaftsbasierten Ziele von Klima auf Natur ausgeweitet wurde – unter Berücksichtigung von Süßwasser, Land und Biodiversität – dominieren Lebensmittelproduzenten die Gruppe der Early Adopters.

Ertrag
Industrielle Lebensmittelverarbeiter konzentrieren sich in erster Linie auf die Massenproduktion mit maximaler Betriebszeit – die Herstellung großer Mengen hochwertiger Lebensmittel zu einem erschwinglichen Preis. Die Kompetenz von Alfa Laval in der Optimierung der Lebensmittelproduktion geht auf die Gründung des Unternehmens zurück, als der Schwerpunkt auf der Trennung von Sahne und Milch lag.
Alfa Laval ist nach wie vor stark in der Milchindustrie engagiert und hat viele Beispiele vorgestellt, in denen wir Milchproduzenten in die Lage versetzt haben, ihre Erträge zu steigern und gleichzeitig zum Upcycling von Nebenprodukten zu Lebensmitteln beizutragen, die für den menschlichen Verzehr geeignet sind.
Ein bemerkenswertes Beispiel ist Molke – ein sehr proteinreiches und nahrhaftes Nebenprodukt aus der Käseherstellung. Früher wurde es an Schweine verfüttert. Jetzt ermöglichen wir es unseren Kunden, stattdessen hochwertiges Protein zurückzugewinnen oder es zur Anreicherung von Getränken zu verwenden.



Zustandsüberwachung verhinderte den Produktverlust von 288.000 Flaschen
Die Gewährleistung einer hohen Betriebszeit hat in den Produktionsanlagen von Britvic oberste Priorität. In seinem Werk in Rugby, Großbritannien, hat Britvic durch den Einsatz von Alfa Laval Analytics zur Online-Zustandsüberwachung erfolgreich Pumpenausfälle verhindert, die Anlagenleistung optimiert und eine kontinuierliche Produktion sichergestellt.
Ein echtes Geschäft: Effizienzsteigerung beim Brauen von Craft-Bieren
Als eine unabhängige Brauerei in Nordeuropa den Wärmeübertrager für die Kühlung der Würze - ein zentraler Bestandteil des Brauereibetriebs - ersetzen wollte, entschied sie sich für einen H4 aus der Hygienic Line von Alfa Laval. Die Brauerei produziert nun ihre charakteristischen Wildhefebiere mit höherer Hygiene und größerer Effizienz als je zuvor.
Olivenöl-Booster liefert Spitzenqualität, hohe Leistung und Nachhaltigkeit
Für den italienischen Olivenölhersteller Sacco Oliveti steht Qualität an erster Stelle. Das Familienunternehmen produziert seit Jahrzehnten natives Olivenöl extra aus den unverwechselbaren Peranzana-Oliven, die auf 6.500 Hektar alter Olivenhaine in Apulien angebaut werden.
Wasser
Die durch den Klimawandel verursachten veränderten Wettermuster führen zu unregelmäßigen Niederschlägen, so dass die Lebensmittelanbaugebiete häufig von zu viel oder zu wenig Wasser betroffen sind. Angesichts der zunehmenden Besorgnis der Öffentlichkeit über die Anpassung an die Auswirkungen des Klimawandels machen sich Lebensmittelhersteller zunehmend Gedanken über die Verfügbarkeit von Wasser in der richtigen Qualität und über die Einführung eines Kreislaufwassersystems in ihren Lebensmittelverarbeitungsanlagen.
Alfa Laval bietet zahlreiche Lösungen an, die die Effizienz der Nutzung und des Verbrauchs von Prozesswasser verbessern, zum Beispiel für wichtige Aufgaben wie Kühlung und Reinigung, die für eine hygienische Produktion erforderlich sind.
Unser vielfältiges Angebot an Lösungen ermöglicht es industriellen Lebensmittelherstellern auch, Abwasser zu behandeln, zu polieren und zu reinigen. Das gereinigte Abwasser kann als Prozesswasser wieder eingeleitet oder in Oberflächengewässer eingeleitet werden und so zur Wiederherstellung der lokalen Wassereinzugsgebiete beitragen.




Globaler Getränkeriese bahnt sich einen Weg zur nachhaltigen Wassernutzung
Das Unternehmen schätzt, dass in seinen Produktions- und Abfüllanlagen auf den Philippinen durch Wassermanagementprogramme, betriebliche Effizienz und kommunale Wasserprojekte derzeit eine Wasserauffüllungsrate von 132 Prozent pro produzierter Flasche erreicht wird.
Wasser- und Energieeinsparungen amortisieren die Modernisierung der Anlage in nur vier Monaten
Die Produktionsanlagen eines führenden südafrikanischen Speiseeisherstellers waren jahrzehntelang expandiert, wobei verschiedene Komponentenlieferanten zum Einsatz kamen und die Wartungs- und Instandhaltungsaufgaben recht komplex, zeitaufwändig und mit einem kostspieligen Bestand an vielen verschiedenen Ersatzteilen verbunden waren.
Modernisierung der Tankreinigung senkt Wasserverbrauch um 17
Angesichts des zunehmenden Drucks auf die Süßwasserressourcen hat sich eine führende US-Brauereigruppe verpflichtet, die Wassereffizienz zu erhöhen und den Wasserverbrauch in ihren Betrieben zu senken.
Energie-Effizienz
Da die Temperaturen auf der Erde weiter steigen, wird die Notwendigkeit, die Treibhausgasemissionen zu reduzieren, immer dringlicher, um der globalen Erwärmung entgegenzuwirken. Angesichts der sich abzeichnenden politischen Maßnahmen in diesem Bereich sehen sich die Unternehmen zunehmend mit der Anforderung konfrontiert, die Vorschriften einzuhalten und die Senkung der Emissionen in ihrer gesamten Lieferkette zu dokumentieren.
Energieeffizienz ist seit langem eine grundlegende Eigenschaft der Lösungen von Alfa Laval. Die hermetische Bauweise unserer Tellerzentrifugen für die Lebensmittelproduktion bedeutet, dass sie mehr als 50 Prozent energieeffizienter sind als die führenden Lösungen der Konkurrenz auf dem Markt. Unsere Lösungen ermöglichen den Produzenten die Umstellung von fossilen Brennstoffen auf erneuerbare Energien.



Optimierung von Trockenschmelzverfahren für 40 % Energieeinsparung und verbesserte Protein- und Fettqualität
Proteg SpA wandte sich an Alfa Laval, um die Produktqualität zu verbessern und gleichzeitig die Energiekosten und Umweltemissionen zu senken. Die Anforderung? Ein höherer Proteingehalt, um den Verkaufspreis von Proteinmehl für Haustierfutter zu erhöhen, und eine höhere Fettqualität für die Verwendung in Biokraftstoffen. Die Lösung? Der Alfa Laval Dry Rendering Optimizer, ein hocheffizientes, kosteneffizientes System, wurde in die bestehenden Trockenschmelzlinien integriert, wodurch der Proteingehalt im Mehl um 3 bis 5 % und die Fettausbeute um mehr als 10 % gesteigert werden konnte.
Verbesserung der Fischmehlqualität durch energieeffiziente Systeme
Marine Functional Vietnam (MFC), ein führender Hersteller von Proteinhydrolysaten für Lebens- und Futtermittelzusatzstoffe, wollte die Qualität seines Fischöls und Fischmehls verbessern und gleichzeitig seine Führungsposition in Sachen Nachhaltigkeit festigen. MFC entschied sich für eine Partnerschaft mit Alfa Laval, da das Unternehmen auf Nachhaltigkeit setzt, über ein breites Anlagenportfolio verfügt und Service und Support vor Ort bietet. Das Ergebnis? Eine 40-prozentige Reduzierung des Energieverbrauchs, eine 80-prozentige Reduzierung der Geruchsemissionen und eine Stickwasserkonzentration von bis zu 55 %, bevor eine weitere Behandlung erforderlich ist.
Chelsea Sugar reduces carbon emissions with new Alfa Laval evaporation system
Switching to a more sustainable evaporation solution will enable the Chelsea Sugar Factory to cut carbon emissions and reduce its energy consumption while simultaneously optimizing the efficiency of its operations. Founded in 1884, NZ Sugar Company (Chelsea) is one of the country’s top 100 companies. Its products are derived from natural sugar cane and the factory still operates from its original site on the seafront at Birkenhead, a suburb of Auckland.
Nebenerzeugnisse
Fast ein Drittel aller Lebensmittel - etwa 1,3 Milliarden Tonnen - geht jedes Jahr zwischen Hof und Gabel verloren. Dies entspricht 14 Prozent oder 4,9 Billionen m3 Wasser, die dem sehr durstigen Agrarsektor entzogen werden. Berücksichtigt man das Methan, das bei der Verrottung von Lebensmitteln entsteht, so machen diese Verluste schätzungsweise 16 Prozent der gesamten Treibhausgasemissionen aus.
Alfa Laval arbeitet routinemäßig mit Lebensmittelherstellern zusammen, die über Nebenprodukte aus ihrer Lebensmittelproduktion verfügen, von denen sie vermuten, dass sie nicht ausreichend genutzt werden können.
Zahlreiche Nebenprodukte aus der Lebensmittelproduktion enthalten wertvolle Nährstoffe, wie zum Beispiel Proteine. Diese können zurückgewonnen und sogar wiederverwertet und in geeignete Inhaltsstoffe für den menschlichen Verzehr umgewandelt, als Futtermittel für die Viehzucht verwendet oder für Non-Food-Produkte wie Biokraftstoffe wiederverwendet werden. Die Zusammenarbeit mit Alfa Laval führt häufig zur Entwicklung neuer und wertvoller Einnahmequellen für Lebensmittelhersteller.




Wertschöpfung aus Resten geht der Kreislaufwirtschaft an den Kragen
Eine Partnerschaft zwischen dem britischen Agrar- und Lebensmitteltechnologieunternehmen Elemental und Alfa Laval hat zur Rückgewinnung zusätzlicher Wertschöpfungsprodukte aus Tieren geführt, die von einem Fleischproduzenten verarbeitet wurden. Die Trenn- und Verdampfungssysteme von Alfa Laval sind das Herzstück einer bahnbrechenden Technologie für die Lebensmittelverarbeitung, die wertvolle Proteine, Fette und Mineralien aus den Nebenprodukten der Fleischindustrie zurückgewinnt.
Zirkuläre Olivenölverarbeitung extrahiert wertvolles Tresterolivenöl aus Resten für Erzeuger in Spanien
Der spanische Olivenölproduzent San Miguel Arcángel S.A. nutzt Verdampfungssysteme und Dekanter-Trenntechnik, um viel mehr aus seinen Oliven herauszuholen - er gewinnt wertvolle Antioxidantien und Oliventresteröl aus den Resten des Olivenöl-Extraktionsprozesses und reinigt Abwasser zur Wiederverwendung.
Hier für das Bier: Upcycling von nachhaltigem Eiweiß aus Biertreber
Nachhaltige Quellen für hochwertiges Eiweiß sind unerlässlich, um die ständig steigende weltweite Nachfrage nach gesunden, erschwinglichen und nahrhaften Lebensmitteln zu decken. Das Fachwissen von Alfa Laval auf dem Gebiet der Proteine macht es zu einer idealen Technologie und Lösung.
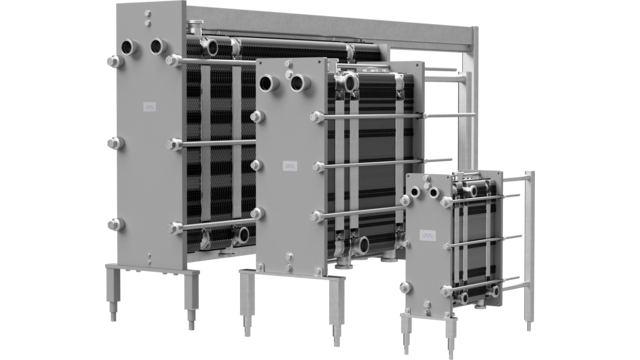
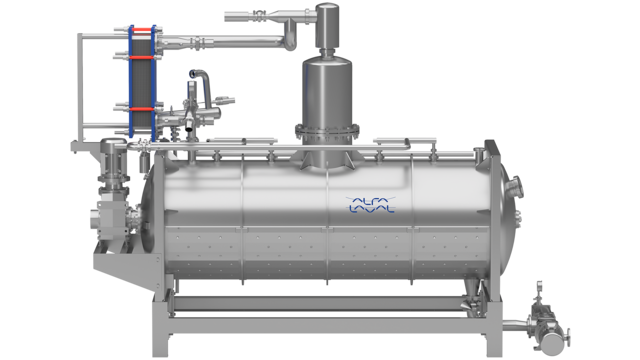
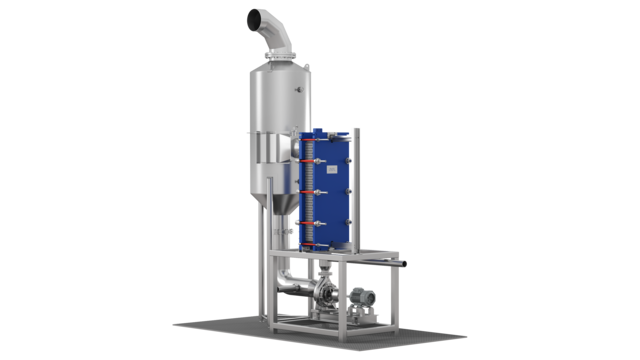
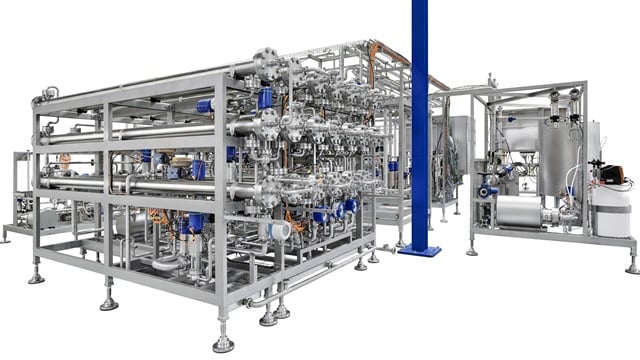
Schlüsselprodukte





Kontaktformular
Wir möchten Sie bestmöglich unterstützen. Füllen Sie deshalb bitte alle Pflichtangaben aus, damit wir Ihnen schnellstmöglich auf direktem Weg antworten können.
Wichtige Information
Private Anfragen werden von uns nicht bearbeitet. Unsere Vertriebspartner helfen Ihnen gern, einen Installateur in Ihrer Nähe zu finden.